Како лемити лемилицу? Како спајати жице, микроконтролере
Лемљење се односи на поступак стварања трајног споја увођењем растаљеног материјала у контактну зону са тачком топљења нижом од температуре материјала спојених делова. Можете научити како лемити лемилицу овладавајући технологијом у пракси. 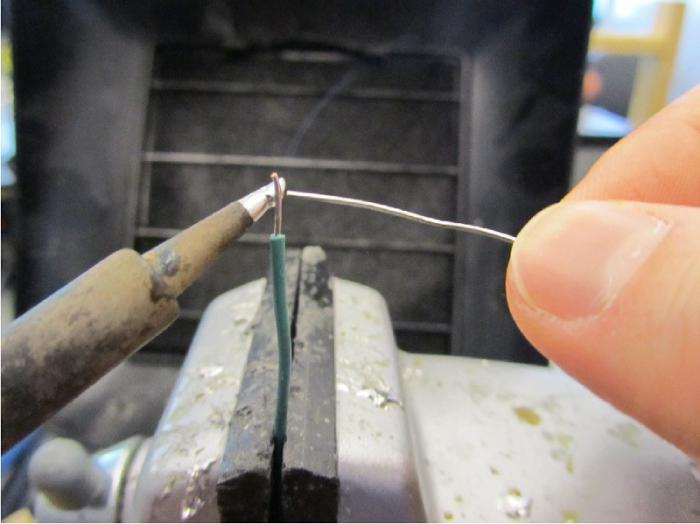
Намена уређаја
Електрично лемило је доступно са напоном напајања од 12 до 220В. Конструкција мале снаге је тешко произвести под високим напоном, јер захтијева много слојева танке жице, што доводи до повећања величине. Поред тога, он се бира на основу услова за безбедност на раду.
Снага лемилице је погодна за преузимање једноставном табелом:
Повер В | Намена лемљења |
5-20 | Транзистори, диоде, микроконтролери |
40-50 | Заједнички електрични рад |
више од 50 | Лемљење великих делова |
Оптимална температура убода одржава се ручно или аутоматски. У ту сврху користите тиристорске регулаторе.
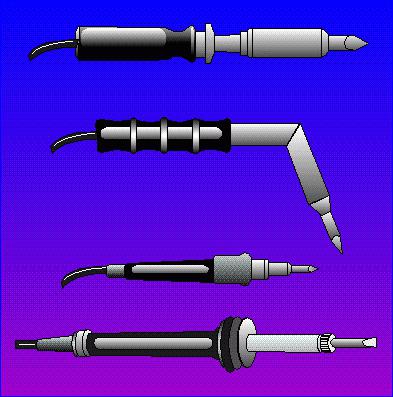
Да би се продужио радни век краја лемилице може се ковати. У овом случају, бакар ће бити мање растворљив у лемни. Пре употребе лемилице, убод је обликован у датотеку. Најчешћи су угаони и резани. Облик у облику ножа је причвршћен за крај како би се истовремено спајало неколико контаката микроконтролера или конектора. 
Алати
Пре лемљења лемилицом, радни простор треба да буде опремљен потребним алатима:
- Станд . Уређај за грејање се налази на постољу. Такође служи за прилагођавање флуксу и платформа за рад са жицама. "Крокодил" је додатно причвршћен на њега са комадом пенасте гуме за чишћење жаока.
- Троножац . Укључује копче ("крокодиле"), које се могу померати по висини и ротирати, купатило са розином, држач за лемилица.
- Скуп алата . Потребно је да се одржавају делови, да се жицама да унапред одређени облик, да се очисте површине за лемљење. Такви алати укључују пинцете, клијешта, штипаљке, округле клешта, пиле, нож, брусни папир.
Солдеринг сецретс
Употреба материјала за одређену намену. Тин се може користити за лемљење. Али његова тачка топљења је 230 ºС. Током радио инсталације, делови који се спајају могу да пропадну због прегревања. Легура калаја са оловом постаје течна на температури од 180-200 ºС. Осим тога, то је јефтиније, а квалитет везе није лошији. Чисти коситар се углавном користи за поправку контејнера. У радовима на радио инсталацијама користи се марка за лемљење ПОС-61, гдје број означава постотак коситра. Флукси се користе за уклањање оксида са споја. Лимари користе киселине које нису погодне за електричне везе. За њих морате користити флуксове који неће уништити контакте. Како лемити лемилицу са колофонијем, који се најчешће користи за заштиту једињења од оксидације?
 То је пасивни флукс и мора стално да штити растопљени лем од контакта са ваздухом, спречавајући појаву оксида, али их не уклања са површине. Цевасти лем за пуњење унутра са смолом је погодан за рад. За тешко доступна места користи се алкохолни раствор.
То је пасивни флукс и мора стално да штити растопљени лем од контакта са ваздухом, спречавајући појаву оксида, али их не уклања са површине. Цевасти лем за пуњење унутра са смолом је погодан за рад. За тешко доступна места користи се алкохолни раствор. Врх лемилице мора бити очишћен и покривен слојем лема тако да оксидне наслаге не ометају рад.
Контактне површине су претходно очишћене и уситњене. Тада је веза поуздана и трајна.
Детаљи морају бити правилно повезани и загрејати места лемљења.
Како се користи лемилица?
Стране супстанце се уклањају са површина делова брисањем и одмашћивањем ацетоном или бензином.
Жаока се чисти од оксида и спаљује са филом, шипком или шмирглом.
Лемилица се загријава, њен крај прекривен колофонијем, а затим конзервиран. Да бисте то урадили, лемите га на жаок који је лупао дрвеном шипком. Цела радна површина треба да добије карактеристичну сребрну боју.
Загрева лем. Мали део у облику капљице наноси се на спој и изједначава. Ако је потребно, додаје се жељеној количини, док не затвори контактну тачку. Област повезивања се загрева. Како лемити жице? Контакт жице са проводником треба да буде што је могуће већи, а не са врхом, као што то раде неискусни инсталатери. У овом случају, колофонијум треба да остане на капи лема тако да његова оксидација не почне. Процес лемљења се обавља у једном покрету. Ако се убод притисне натраг на део неколико пута и поново притисне, лемљење ће постати сиво због оксидације, пошто колофон испарава раније. У процесу хлађења делови морају бити фиксирани. Када су жице помакнуте, када лемљење још није укочено, у њему се формирају микро-пукотине које погоршавају чврстоћу споја и стварају додатни електрични отпор.
Остаци смоле се уклањају кистом натопљеном алкохолом.
Солдер вире
Разумећемо како да спајамо жице за лемљење. Пре свега, њихови крајеви, који су намеравани да се споје, ослобођени су изолације. Повежите жице важно је да се загрејете. Да би се то постигло, величина врха треба да одговара димензијама делова. Ако је лемилица превелика, у процесу рада сусједни елементи ће се оштетити. Са својом малом величином, лемљење ће бити непоуздано, јер се делови тешко греју.
Припрема жице састоји се од уклањања изолације са њеног краја. Уклања се ножем или штипаљкама. Заплетена жица треба да буде увијена да не би испала појединачни делови и залудит. Да би се то урадило, спушта се у каду са розином, кап лајсне се узима са лемилицом и изводи се више пута преко бакарних проводника. У процесу жарења жица се мора загријати и окренути како би се поклопило са свих страна. Да би се припремио за даљи рад, покосени крај потопљен је у растопљени колоид и тако је лакиран. Њен вишак се онда лако може уклонити руком.
Лемљење је слаба легура и ломи се од малих оптерећења. Прикључене жице су претходно очишћене и увијене. Да би то урадили, морају имати заједничку осу. Њихове центре треба комбиновати, након чега се једна жица закреће дуж дужине друге. Сличан поступак се ради са другим крајем. На зглоб се наноси талина колофонијума, а затим лем. Твист треба загрејати 2-3 секунде. 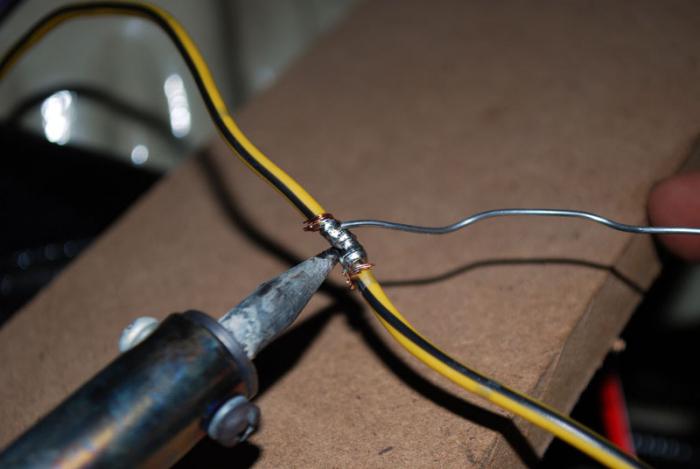 Ако постоји недовољна количина лемљења, потребно је додати облогу да буде равномерна и сјајна. Многи не разумију зашто се веза не загрева чак ни са моћним уређајем. Како треба лемити у овом случају? Чињеница је да се топлина шири одоздо према горе. Због тога се увијање мора загријати испод. Када се прегреје, лем се шири, а када топлота није довољна, премаз је лабав.
Ако постоји недовољна количина лемљења, потребно је додати облогу да буде равномерна и сјајна. Многи не разумију зашто се веза не загрева чак ни са моћним уређајем. Како треба лемити у овом случају? Чињеница је да се топлина шири одоздо према горе. Због тога се увијање мора загријати испод. Када се прегреје, лем се шири, а када топлота није довољна, премаз је лабав.
Моно жице се скидају до сјаја и умочавају у колофон. Затим се спајају, загревају 3-5 секунди. и стави лем. На голу жицу ставите на стезну цев већег пречника, која се смањује са повишене температуре, након чега се ствара поуздана изолација. Ако се шиљак брзо охлади, за гријање се користи упаљач. Након што сте савладали како спајати жице, можете прећи на сложеније операције.
Спајање бакарних и алуминијумских жица је неприхватљиво због производње топлоте у контактном отпору. Они су фиксирани кроз средњи елемент, који може бити вијчани спој са раздвајањем подлозима, стезаљком, слојем другог метала. Солдер фор алуминијумско лемљење на бази калаја је погодан и за бакарну жицу и може бити поуздан слој за њих.
Лемљење радио компоненти
Шиљак са радио елементом се производи увијањем или преклапањем, нпр. Помоћу хладњака, пинцета. Загревање многих делова електричног кола не би требало да пређе 70 ºС у трајању дужем од 3 секунде.
Он штампана плоча место постављања око отвора је прекривено слојем лемљења. Затим се у њу умеће завршен крај проводника обложен коситром и колофонијом. Загрејана је и навлажена додатом капљицом лема. Жаока би се требала односити на излаз и плочу плоче у исто вријеме. Вишак лемљења се лако уклања бакреним плетеницама. Рад се обавља квалитативно, када су све тачке лемљења међусобно сличне. Закључци радио-елемената се преклапају и убацују у рупе плоче. Крајеви на полеђини су благо савијени тако да дио не испада.
Лемилица се дуго не може одржавати сухом. Прекривен је слојем оксида, а убод ће се морати поново очистити и покупити. На крају увек треба да се налази слој растопљеног смола, ау дугим интервалима између рада лемилица треба да се искључи. Такође, из њега се повремено уклања стари лем.
Елементи дасака разних уређаја могу да пропадну под дјеловањем статички електрицитет. Да би се спречило његово појављивање, тело лемилице треба да буде уземљено.
Радите са чиповима
Размислите како правилно лемити чип. Процес има неке специфичности. Чипови не могу издржати прегријавање. У зглобовима не сме бити вишка лема. Да бисте то урадили, употребите лемило за чипове са грејањем за контролу температуре.
Истовремено загревање контаката врши се помоћу сушаре са млазницама. Место на плочи мора бити очишћено. За то је погодан ацетон или универзални растварач лакова. Затим се укључује фен за косу, а температура му је подешена на 330-370 ºС. На минималној брзини, чип се загреје и одмах се уклања пинцетом након што се контакти истопе. Затим је зона лемљења замазана флуксом, а уместо неисправног инсталиран је нови чип. Када се загреје са феном за косу, он незнатно слаби од топљења контаката, што је сигнал завршетка операције. Место лемљења се брише са ацетоном да би се уклонили остаци флукса. Снажни контакти могу се додатно загријати лемилицом.
Када ће бити савладан једноставно лемљење лемилица Можете се пребацити на сложена једињења, на пример, различите метале коришћењем гаса, пећи или пулсног загревања.

Лемљење алуминијума
Потешкоће лемљења алуминијума повезане су са ниском тачком топљења (660 ºС) и издржљивим оксидним филмом. Делови се загревају у пећи или пламенику за гас. Њихова припрема се састоји у уклањању масти са растварачем иу механичком чишћењу брусним папиром, абразивни точак или брушени нерђајући челик. У овом случају, оксидни филм се поново формира, али је његова дебљина много мања од претходне. Затим се наноси флукс на спој и загрева се до тачке топљења лема. Штап електроде је дотакнут до споја док се не почне топити. 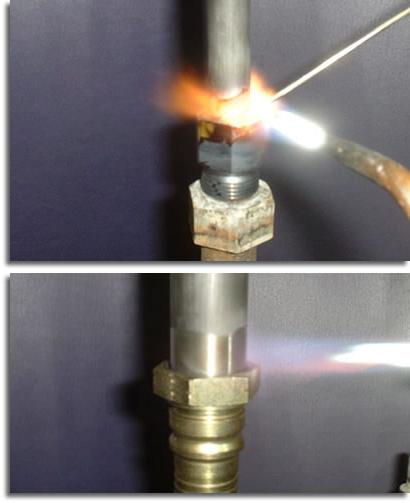
Лемљење за лемљење алуминијума на температури од 150-400 ºС може се заснивати на цинку, коситру, кадмијуму (ниско таљење). Слабо одолијева корозији и захтијева додатне премазе. Ватростални лемови, као што су силумин (590-600 ºС), 34А (530-550 ºС) и други, су поузданији и чешће се користе. Алуминијумске легуре имају нижу тачку топљења. Лемљени су са топлотом пећи, која је прецизније регулисана.
Закључак
Како лемити жице за лемљење и чипове? Одговор на ово питање подразумева, пре свега, темељиту припрему алата и делова. У процесу стварања трајног споја, слој растопљеног лема увијек треба заштитити флуксом. За сваку операцију се бира лемилица одговарајућег напона и облика радне површине врха. Правилним спајањем делова и одржавањем температурног режима лемљење је поуздано и служи дуже време.