Отпор микровалног заваривања
Овај чланак ће вам рећи шта је то варење, својим рукама како да то урадите, у које сврхе га користите. Али све што се ради самостално треба имати најједноставнију елементарну базу, тако да ће се при разматрању дизајна главни нагласак ставити на расположива средства. Главна ствар у било којој машини за заваривање, са изузетком инвертера - је трансформатор. Мора бити одговарајуће снаге, а вриједност секундарног напона мора одговарати номиналним параметрима. Али ако говоримо конкретно о отпорном заваривању, онда ће вам требати још неколико мањих атрибута.
Предност точкастог заваривања
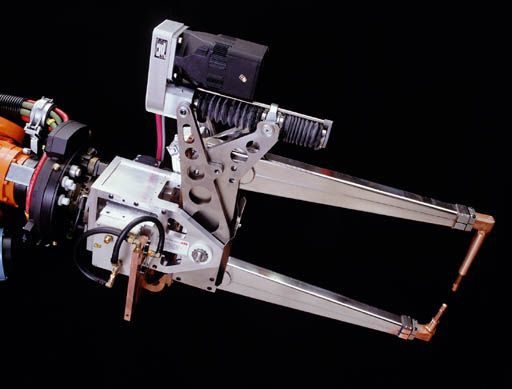
Прво треба да разумете шта је то тачно (контактно) заваривање, које су његове особине. Одмах уочавајући прву разлику од уобичајеног - процес заваривања се одвија уз помоћ велике струје и компресије. Штавише, компресија се врши на месту где је заваривање направљено отпорним заваривањем. Руке апарата за заваривање су направљене малом надоградњом. Наиме - уградња крпеља са бакарним електродама. Како направити електроде, који су захтјеви за њих, биће објашњено у наставку.
Ad
Квалитет тачкастог заваривања зависи од неколико параметара, али најважнији су јачина струје при којој се одвија заваривање, као и количина компресије делова. Предности примене тачкастог заваривања укључују чињеницу да је потпуно безбедан са еколошке тачке гледишта. Не захтева високо квалификоване раднике, има веома високу продуктивност и велд испоставља се квалитет. Али најважније је да се такво заваривање може аутоматизовати постављањем електрода на транспортер. Сигурно сте видели како се праве аутомобили. Скоро сви заварени спојеви су тачни.
Која опрема је потребна?

Прва - и најважнија - је апарат за заваривање. Лако је направити властити уређај за отпорно заваривање, ако се упознате са основним принципима рада овог уређаја. Постоји неколико врста опреме:
Ad
- стационарни;
- портабле;
- путовање
- суспендован;
- специјализован
Свака од њих има своје карактеристике, али за употребу у свакодневном животу паметније је користити други тип - преносни апарат за заваривање. Обратите пажњу да апарат за заваривање може радити не само на наизменичној струји, већ и на истосмјерној струји. Неке конструкције уређаја садрже пнеуматски или хидраулични актуатор, систем хлађења. Али у средишту, наравно, лежи трансформатор. Потребне су и електроде, помоћу којих се врши процес заваривања метала.
Како се одвија процес заваривања?
Први корак је припрема опреме и завареног материјала. Пре почетка рада, потребно је да одмашћите површину са које ћете радити. Да бисте то урадили, прво користите механичко чишћење, а затим третман хемикалијама. Контактно заваривање, направљено ручно од микроталасне, не може да се носи са металом који је јако контаминиран, тако да се мора очистити пре почетка рада.
Ad
Да би заваривање било што ефикасније, неопходно је да делови површине буду савршено равни и уједначени. Обратите пажњу на то да контактно заваривање може радити са алуминијумом и његовим легурама, али треба узети у обзир и малу особину. Припрема материјала треба почети најмање 10 сати прије почетка рада. Разлог је у оксидном филму који покрива алуминијум. У великој мери омета заваривање. Важна ствар је вредност отпорност (електрична) између заварених делова. Ову вредност треба измерити држањем делова електродама (не сме да им се доводи струја).
Врсте завара

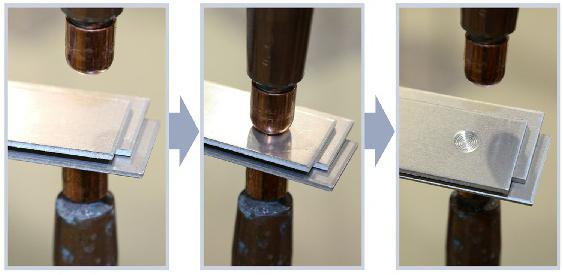
Концепција се користи за точкасто заваривање. Карактерише га чињеница да се једињење метала производи у неколико тачака. Штавише, брзина заваривања је веома висока, тако да може бити различит број тачака - до 600 комада у минути индустријски дизајн може учинити. Наравно, мало је вероватно да се домаће отпорно заваривање може похвалити таквим параметрима. Можете направити веома примитиван дизајн из апарата за заваривање својим рукама, а сав рад ће се обавити потпуно ручно.
Али понекад се примењује и континуални шав, иако се може назвати таквим растезањем. Ово није чврсти шав, већ мноштво блиских тачака. Такво заваривање се врши уз помоћ специјалних електрода које имају ваљкасту конструкцију. Уз њихову помоћ, метал се ваља, компримира, заварује. Али сучеоно заваривање није ништа мање популарно. Суштина је следећа: два заварена дела од метала су спојена и чврсто компримована када се загревају. Али овде величина делова игра велику улогу, у зависности од тога може да се користи један од типова спојница у зглобовима: рефлов или отпор.
Ad
Како одредити квалитет шава

Када је заваривање завршено, неопходна је процена добијеног једињења. Запамтите да квалитет завара зависи од свега: од припремних радова, од начина заваривања. А ако говоримо о тачкастом и шавном заваривању, онда треба обратити пажњу на параметар који се назива величина језгра тачке заваривања. И није важно који метал се обрађује, језгро мора бити веће од дебљине најтањег металног дела, најмање три пута.
Чести дефект у заваривању је формирање шупљина и пукотина, манифестација недовољне пенетрације метала. Али сви ови недостаци произлазе из чињенице да је интензитет гријања недовољан или превелик. Квалитет шава мора бити визуелно провјерен, допуштено је користити методу без разарања. Али Треба напоменути да присуство слабо завареног метала није увек могуће одредити.
Алати за заваривање
Да бисте повећали квалитет завара, морате имати минимални арсенал.
- Прво, апарат за заваривање. Како направити контактно заваривање властитим рукама, дискутоваће се у наставку.
- Друго, електроде за заваривање.
- Треће, металне четке, крпе, киселине или растварачи за припрему заварене металне површине.
- Четврто, неопходно је имати средства заштите: тајице, маску која покрива све делове тела, одећу од густог незапаљивог материјала.
- Пето, сва опрема мора бити уземљена тако да не дође до електричног удара.
Ово је читав сет заваривача, сада морамо разговарати о томе како претворити микровалну у апарат за заваривање.
Материјали за израду апарата за заваривање
Па, одлучили сте да се сами заварате контактима. Али све се своди на основну базу. И помоћи у изградњи једноставног домаћинства микроталасна. Успут, обично, ако не успе, магнетрон - емитер микроталаса је уништен. Сви остали чворови остају нетакнути, посебно трансформатор снаге. Поред тога, тело микроталасне пећнице се може користити као шасија самог заваривања. Али морате направити неке алате и материјал.
Ad
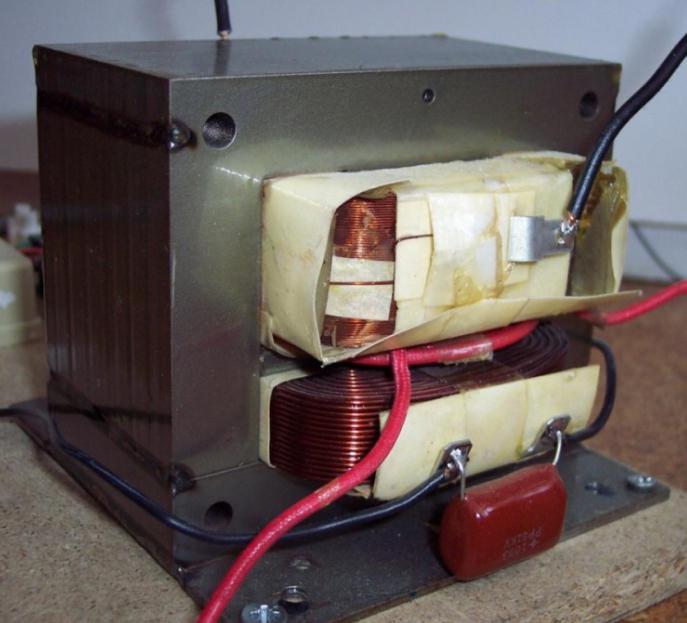
Најважнија ствар је трансформатор. Има снагу од око 0,5 кВ. Али ако је потребно заваривање са великом снагом, потребно је применити два таква трансформатора. За производњу секундарног намота, потребна је или једна жица са великим попречним пресеком (и то је бакар) или сноп. Полуге за израду држача електроде, шасије (као што је поменуто, може се користити тело микроталасне пећнице за ту намену). Одвијачи, жице, спојнице, бакарне електроде са потребним димензијама за заваривање.
Производња трансформатора
А сада о томе како направити трансформатор, помоћу којег ће радити отпорно заваривање. Точка, направљена ручно, захтијева посебну пажњу на квалитету кориштених елемената. Приликом одабира трансформатора потребно је придржавати се просјечних параметара, односно - 1 кВ снаге уређаја омогућава заваривање челичног лима максималне дебљине од 1 мм. Ако постоји потреба за радом са дебљим металом, морате повећати снагу - додајте још један трансформатор. Од њих је потребно само језгро (магнетно језгро) и примарни намот.
Чињеница је да секундарно намотавање износи око 2000 волти, а струја је изузетно ниска. Заваривање таквим параметрима неће радити, стога се секундарни намот мора потпуно уклонити. Уместо тога, поставља се максимални могући број скретања (по правилу не сме бити више од два) жичани дио око 10 квадратних метара. Умјесто жице, можете користити бакрени аутобус покривен изолацијом.
Електроде за заваривање
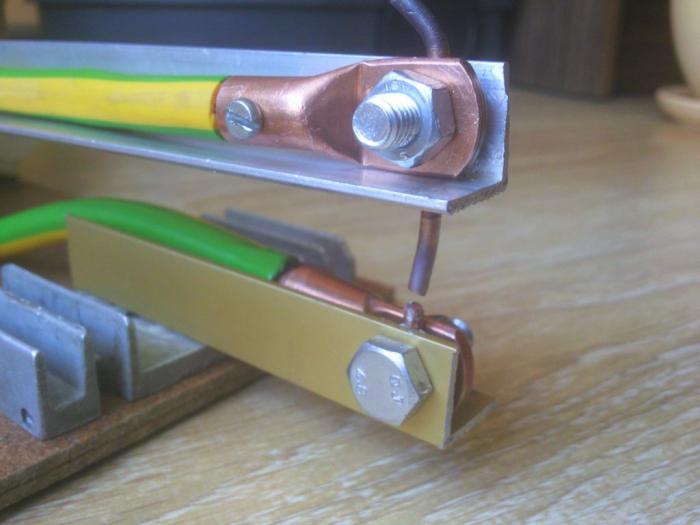
При вођењу тачкастог заваривања користе се електроде чија се конструкција разликује од оних на које сте навикли. Морају имати високу чврстоћу тако да се може извршити компресија између њих. Квалитет заваривања метала зависи од величине и облика. Минимални пречник шипке треба да буде 1 цм, а максимални 4 цм, као материјал за електроде. Имајте на уму да попречни пресек електроде мора бити изабран тако да не буде већи од секундарног. Наравно, морате благовремено заменити бакрене електроде, јер оне губе своје особине. Само у овом случају, контактно заваривање, направљено ручно од микроталасне, ће радити са максималном ефикасношћу.