Заваривање: ознака, ГОСТ
Мала градња није комплетна без употребе заваривања, користи се у изградњи разних врста зграда и објеката, у распону од канцеларија до завршетка кућа, небодера. Уз његову помоћ, неколико компоненти су комбиноване у једну. При томе се формира завар. Обезбеђује поузданост и трајност. Шав може дуго трајати ако га механичка сила не оштети.
Опште информације
Заваривање може да повеже различите металне делове, направљене не само од хомогеног материјала, већ и од легура. Међутим, за извођење овог процеса, потребно је одабрати специфичну технологију заваривања и потрошне материјале.  Радник који ће повезати делове мора имати високу квалификацију и радно искуство. Узима у обзир особитости метала и повезује га на такав начин да се при наношењу оптерећења не сруши.
Радник који ће повезати делове мора имати високу квалификацију и радно искуство. Узима у обзир особитости метала и повезује га на такав начин да се при наношењу оптерећења не сруши.
Леттер маркинг
Означавање заварених спојева, као и њихови типови и места коришћења наведени су у регулаторној документацији. Ове информације се користе за различите техничке документације. То је назначено у посебним наставним средствима која се користе у обуци заваривача или побољшању њихових вештина. Опис завара ГОСТ 5264-80 је главни водич. Одатле се узимају све информације за туторијале.
Ad
Тип везе можете одредити без прегледа документације. Означавање заварених спојева на цртежима било где у грађевинској конструкцији врши се коришћењем словног означавања. Дакле, разликујте то врсте завара нотација по слову:
- "Ц" - стражњица;
- "Х" - преклапање;
- "Т" - тавровое;
- "У" - угаони.
Врсте убода
Заваривање је класификовано према неколико критеријума. Дакле, по облику коначног пресека су подељени:
- Гумени спојеви - када се спајају метални делови морају бити у истој равни;
- кутни производи морају бити под одређеним углом један према другом;
- утори - када се метални делови заварују један на други. У овом случају, горњи производ се потпуно топи, а доњи делимично.
Следећи индикатор је конфигурација. Заварени шавови (ГОСТ 5264-80) могу бити равни, закривљени и прстенасти.
Заваривање се може обавити на више начина. Важно је напоменути примену континуалног шава или прекида. У првом случају, завар може имати дужину од 300 мм или више. Друга опција се изводи у екстремним случајевима, пошто се шавови праве у шаховници.  Веза такође зависи од технологије операције. Заваривање се врши са или без додатног гаса.
Веза такође зависи од технологије операције. Заваривање се врши са или без додатног гаса.
Код извођења грађевинских радова шав се може извести различит број пута. То јест, може бити једноструко и вишеслојно. То се ради како би се ојачала веза и повећале његове карактеристике чврстоће. При томе се на зглобу може формирати додатна фузија. Према овом показатељу, шавови су класификовани као нормални, ојачани и ослабљени.
Ad
По правилу таква једињења се не раздвајају. Могу се изводити на различите начине и комбиновати више врста рада. То зависи од квалификације заваривача, као и од квалитета потрошног материјала.
Цоннецтион Феатурес
Квалитет завара зависи од одабране технологије имплементације, као и од квалификација радника. Метални делови су причвршћени један за други кроз процес топљења. Када се користи електролучно заваривање, они се морају налазити у истој равни.
 Такви делови могу имати различите облике и стање ивице. Потоњи се обрађује у зависности од дебљине елемената. Приликом повезивања производа различитих дебљина потребно је подесити велики лист на мањи. У овом случају, шав ће бити поуздан.
Такви делови могу имати различите облике и стање ивице. Потоњи се обрађује у зависности од дебљине елемената. Приликом повезивања производа различитих дебљина потребно је подесити велики лист на мањи. У овом случају, шав ће бити поуздан.
У складу са овом карактеристиком према врсти ивица, заварени спојеви су:
- са косим рубом (дебљина шава треба бити 5 мм);
- витх цурвилинеар;
- У облику слова У. Дебљина шава треба бити од 20 до 60 мм;
- ивица са Кс-облика (дебљина шава треба да буде од 12 до 40 мм).
Цоннецтион Цхарацтеристицс
Једно од главних позитивних својстава заварених спојева је ниски напон. То значи да не подлежу савијању и уништавању. Због тога се често користи ова врста једињења. Осим тога, процес троши минималну количину метала. За квалитетно заваривање морате пажљиво провести припремну фазу. Размотрићемо детаљно карактеристике једињења различитих типова.
Да би се добио Т-спој, потребно је да се учврсте два дела, који ће бити постављени један у односу на други окомито. Означавање завара на цртежима овог типа представљено је словом Т.
Ad
Завари се могу налазити не само на једној страни, већ и на другој страни.
Све овиси о томе гдје ће се примјењивати и који су јој захтјеви наметнути. Овај тип се користи за конструисање различитих колона и оквира.
Ако на одређеном месту неће бити значајних оптерећења, примените угаони поглед на везу. Најчешће се користи у производњи различитих контејнера. У том случају мора бити испуњен следећи захтев: да би конструкција трајала дуже, дебљина метала не сме бити већа од 3 мм. За израду таквог споја, један део се наноси под одређеним углом на други и заварује са обе стране.  Ово је учињено како би се осигурало да влага не падне и уништи структуру. Завар на цртежу означен је словом У.
Ово је учињено како би се осигурало да влага не падне и уништи структуру. Завар на цртежу означен је словом У.
Последњи тип везе се преклапа, где су делови причвршћени окомито један на други. На страни конструкције формира се шав. Поред ове процедуре, неопходно је осигурати везу спајањем. Ово троши значајну количину метала. У том случају дебљина конструкције не би требала прелазити 12 цм, а да се не би влага унутар производа, метал је заварен на обје стране. Означавање завара овог типа назначено је на цртежима словом "Х".
Ad
У производњи било којег шава методом точковног заваривања. Изузетак је случај када је потребно заваривање. Онда је шав округли.
Додатни индикатори
Електролучно заваривање се може извести на два начина: ручно и механички. Све зависи од дебљине метала. Ручном методом, заварити елементе дебљине не веће од 4 мм, а механичком методом - 18 мм. Детаљи велике дебљине могу се ручно обрадити. Али неопходно је даље процесирати ивицу.
Између два заварена елемента, као и одступања делова под одређеним углом, могу се формирати зазори, тј. За обављање висококвалитетног шава, морате правилно одредити угао косине. Овај индикатор указује на доступност лука. У зависности од типа везе, индикатори овог угла су у опсегу од 20 до 60 степени, укључујући и минималну грешку.
Ad
Бурноут
У процесу заваривања могу настати опекотине. Главни разлог је неискоришћена ивица. Заваривање није могуће ако је размак између два метална дијела превелик.
Да бисте одабрали начин израде шава, морате одлучити о материјалу, као ио степену сложености. Код градње се израђује свака грађевинска документација. Треба укључити и информације о материјалним трошковима обраде металних дијелова. Ознаке заваривања су назначене на одговарајућим цртежима. Они се могу видети на слици испод. 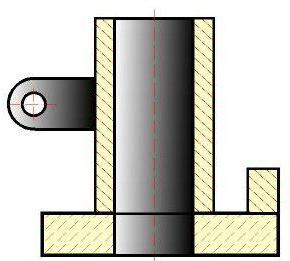
Као што се може видети, боја детаља је значајно различита, а дебљина шава (зглоба) сама је пола дебљине осталих.
Велд инспецтион
Њихов квалитет се може контролисати на много начина и начина. Дакле, примењују се следеће методе:
- механички;
- хемијска;
- физички;
- екстерна инспекција.
Најчешћа је вањска контрола готовог споја. То је најједноставнији и најприступачнији начин који не захтијева материјалне трошкове. Сваки завар је подвргнут вањској контроли без обзира на даљње операције. Али можете извршити и друге провере. Уз помоћ спољног прегледа одређују се и многи видљиви недостаци који су настали током рада. Захваљујући њему, пронађени су разни непровари и приливи. 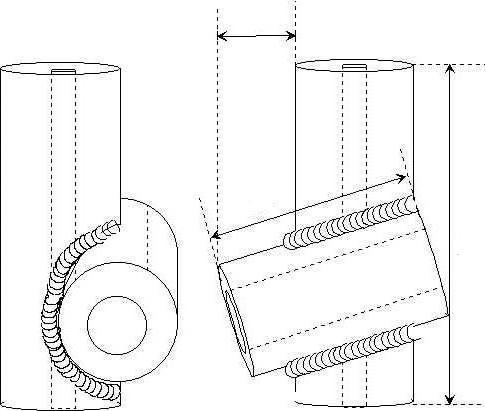 Визуално, они су скоро невидљиви. Да бисте их одредили, морате користити посебно повећало које повећава површину десет пута.
Визуално, они су скоро невидљиви. Да бисте их одредили, морате користити посебно повећало које повећава површину десет пута.
Током ове операције, не само да се утврђују видљиви дефекти, већ се и они баве провјером и мјерењем унапријед припремљених ивица. У масовној производњи заварених спојева развијени су посебни шаблони. Они вам омогућују да мјерите шав у кратком временском периоду. Преостале методе захтевају финансијска улагања за појединачне супстанце и опрему.
Закључак
Дакле, схватили смо шта је заваривање. Захтеви за њега су прилично високи, јер је он одговоран за поуздану везу металних конструкција.