Врсте заварених спојева и шавова: опис, технолошке карактеристике, захтјеви и ГОСТ
Да би научили како добро кухати, није довољно овладати само држањем електрични лук. Осим тога, морате разумјети које су врсте заварених спојева и шавова. Почетни заваривачи често праве најозбиљније грешке, на пример, не кувају метал. И дешава се да готови делови имају слабу отпорност на лом. Који је разлог? Пре свега, погрешним избором типа везе, грешкама у техници. Данас нудимо да разговарамо о разним врсте заваривања заварени спојеви, као и дефекти!
Заваривање: дефиниција
За почетак ћемо дефинисати дефиницију завареног (заваривачког) шава. Тако се зове кристализовани метал, који је у време заваривања био у растопљеном стању.
Ad

Структура вара укључује:
- подручје метала шава;
- механичка зона фузије;
- зона утицаја топлоте;
- прелазна зона на основни метал.
Заварена веза: шта је то?
Заварени спој се обично назива ограниченим дијелом структуре која садржи један или више завара. По изгледу смеше специјалиста може да одреди квалификацију заваривача, да разуме који метод заваривања је коришћен. Заварени спој говори о технолошкој сврси конструкције.
Заваривања: класификација
Искусни заваривачи кажу: основа за класификацију типова шавова могу бити различити фактори, као што су структурни и чврсти, геометријски и технолошки. Ако посматрамо шавове у смислу локације, они се могу поделити на ниже, нагнуте, хоризонталне и вертикалне.
Ad
Доњи шав се може назвати не само најједноставнијим, већ и најтрајнијим. То је чињеница гравитација метал вам омогућава да боље попуните празнине између спојених површина. Поред тога, овај тип је најекономичнији. Постоје одређени услови, на пример, горионик или електрода морају бити усмерени одозго према доле.

Хоризонтални шав се обично формира када су површине окомите на раван електроде. Потрошња флукса и електрода овог типа се значајно повећава. Приликом спорог вођења шавова могуће је капање, а на местима која нису брзо продрла.
Много је теже направити висококвалитетни вертикални шав. Ту се повећавају губици метала, повећава се неправилност (у завршној фази заваривања шав је дебљи). Овај метод захтева одређену класификацију заваривача. Обично се користи за заваривање цеви или за причвршћивање великих конструкција.
Најтеже завариваче разматрају заваривање на стропу. Како се производи? Ставите лук са прекидима. Струја је мала. Овај тип се обично користи за заваривање цеви које се не могу окретати.
Заварене везе: типови и типови
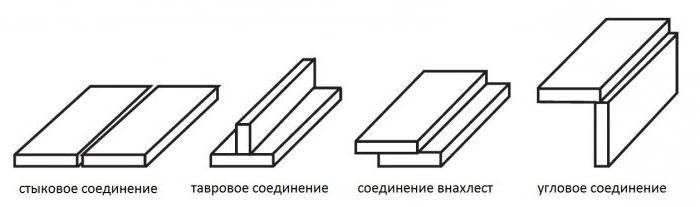
Предлажемо да се говори о томе које су врсте заварених спојева по врсти абутмента површине. У зависности од фактора као што су дебљина метала, геометријски облик делова, потребна чврстоћа споја, заварени спојеви се могу поделити на:
- Таурус;
- преклапање;
- спојнице;
- ангулар.
Све врсте заварених спојева имају своју намену, која одговара специфичним потребама готових елемената. Нудимо детаљније разматрање ових типова!
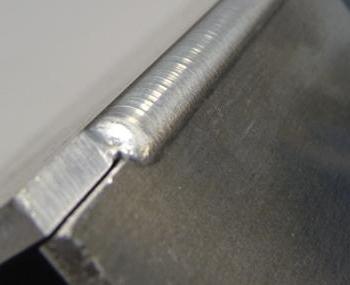
Јунцтион
Најчешћи тип заваривања је спој. Користи се при заваривању крајева цијеви, лимова или било којег геометријског облика.
Дијелови који причвршћују спојни спој, разликују се по дебљини производа, на страни прекривног шава. Постоји неколико подтипова једињења:
- унилатерал нормал;
- једнострана, при чему се ивице обрађују под углом од 45 степени;
- једнострано, при чему се једна ивица обрађује под углом од 45 степени;
- једнострана, у којој резач уклања ивицу на оба дела;
- двосмјерна, што значи резање рубова под кутом од 45 ступњева на свакој страни.
Важно је напоменути да код овог типа завареног споја дебљина заварених површина игра важну улогу. Ако је не више од 4 милиметра, тада се наноси једнострани шав, али ако дебљина прелази 8 милиметара, шав се мора нанијети на обје стране. Међутим, ако дебљина производа прелази 5 мм, шав треба наносити само на једну страну, чиме се постиже висока чврстоћа, потребно је одвојити рубове. Неопходно је извршити га уз помоћ фајла или брусилице, довољно за косину од 45 степени.

Цорнер јоинт
Постоји неколико заједничких опција:
- једнострано - и са прелиминарним резањем, и без њега;
- обострано - раван и подељен.
Са овим прикључком, можете да причврстите два елемента заједно под било којим углом. У овом случају, први шав ће бити унутрашњи, а други - спољашњи. Овај тип је идеалан за заваривање разних шупа и надстрешница, каросерија камиона и сјеница.
Ако је потребно спојити двије плоче различите дебљине, овај тип завареног споја према ГОСТ-у треба извести на сљедећи начин: на дну треба поставити дебљу плочу, а на њу ставити танку плочу с рубом. Електрода или бакља треба да буду усмерени ка дебелом делу, тако да неће бити опекотина или поткопа на деловима.
Ad
Оверлап јоинт
Две плоче се могу заварити не само од краја до краја, већ се и преклапају - лагано повлачећи једну преко друге површине. Специјалисти препоручују коришћење овог типа завареног споја где је потребна висока затезна чврстоћа. Шав мора бити постављен са сваке стране - не само да ће повећати снагу, већ и спријечити накупљање влаге унутар готовог производа.
Тавровои цоннецтион
Овај тип је сличан кутном споју, али постоје неке разлике - плоча причвршћена на рубу не би требала бити изложена на рубу доње базе, већ на малој удаљености.
Класификација технологије и облик шава
Заваривачи разликују типове заварених спојева по врсти заварених спојева. Шав може бити:
- Глатко. То се постиже на оптималним поставкама апарата за заваривање и на погодном положају.
- Испупчен Такав шав се може добити са малом струјом и пролази у неколико слојева. Конвексни шав захтева машинску обраду.
- Цонцаве. Такав шав се може добити само са повећаном снагом струје. Такав шав се одликује одличним топљењем, штавише, не захтева брушење.
- Солид. Да бисте обављали континуирано високи квалитет шава, морате то радити континуирано. То ће спријечити појаву фистула.
- Интермиттент. Овај шав треба користити за производе из танких листова.
Заваривач који је упознат са главним типовима прикључака и њиховим основним разликама може компетентно да одабере тип завара који може задовољити основне захтјеве за чврстоћу и чврстоћу.
Ad
Дефекти заварених спојева: врсте, опис, узроци
Заварени спојеви могу имати различите ефекте који утичу на чврстоћу и чврстоћу. Уобичајено је поделити све врсте дефеката на три категорије:
- унутрашње (ово се може приписати недостатку пенетрације, порозности и страним укључењима);
- спољашње (међу њима су пукотине, поткопи, кратери, чворови);
- цросс-цуттинг (овдје можете одабрати бурн-тхроугх и пукотине).

Хајде да причамо више о свакој врсти грешака.
Црацкс
Овај тип дефекта сматра се најопаснијим, може довести до брзог уништавања заварених конструкција. У зависности од времена појављивања (у процесу заваривања делова или после) постоје пукотине по величини (постоје макро и микропукотине). Узрок пукотина је непоштовање технологије заваривања, погрешан избор материјала за заваривање, пребрзо хлађење конструкције.
Ad
Да бисте поправили пукотину, можете: избушити њен почетак и крај, уклонити шав и скухати.
Ундерцутс
Подвлаке се називају удубљења између шава и метала. Шав због овог дефекта постаје слаб. Узрок поткопа је повећана струја. На хоризонталним шавовима се обично формира подрез. Такав дефект се може отклонити наношењем танког шава дуж доње линије.

Нодулес
Такав дефект се може појавити у случају када растопљени метал тече на главни метал без формирања хомогеног једињења. Узроци прогиба су једноставни - основни метал се не загрева, заваривач користи прекомерну количину материјала за пуњење. Дефект можете отклонити резањем, обавезно проверавајући присуство непотпуне фузије.
Бурноут
Опекотине су дефекти који се манифестују кроз продирање и цурење. течни метал. У исто време, с друге стране, по правилу постоји цурење. Узрок опекотина је висока струја заваривања, споро кретање електроде, недовољна дебљина облоге, превелики размак између ивица завареног метала. Можете поправити опекотине: само очистите и скухајте дефект.
Недостатак пенетрације
Локална пенетрација метала шава са главним металом назива се непотпуна. Можете назвати непотпун и непопуњен пресјек шава. Овај тип дефекта смањује чврстоћу шава, постаје узрок уништења готове конструкције. Разлог лежи у ниској струји заваривања, присуству шљаке или рђе на деловима који се заварују. Да бисте исправили грешку, морате да прекинете непотпуну и скувајте детаље.
Цратерс
Жљебови, названи кратери, обично се појављују због прекида у заваривачком луку. Ако се појави такав недостатак, потребно га је одрезати на основни метал и темељно га скухати.
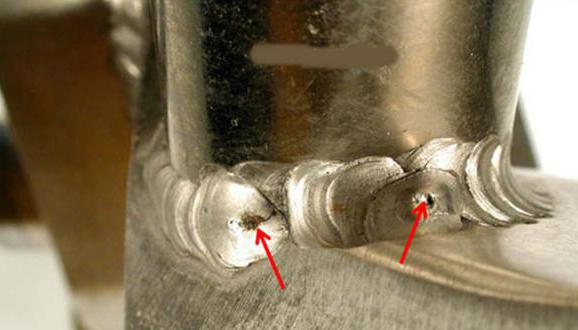
Фистула
Такозвана шупљина, смањује снагу шава. То је због формирања фистула. Ситуација ће бити коригована резањем дефекта и заваривања.
Порозност
Шта је порозност? То су шупљине које су испуњене гасовима. Разлог њиховог појављивања је интензивна формација гаса унутар метала. Димензије пора могу бити микроскопске или мале од неколико милиметара. Да би се избегла порозност, метал треба очистити од нечистоћа и страних супстанци. Неопходно је да електрода није мокра. Ако је грешка већ направљена, требате одрезати порозну зону на основни метал и каву, посматрајући технологију.
Прегревање и изгарање
Ови недостаци се јављају као резултат високе струје заваривања или недовољне брзине заваривања. Због тога готов производ постаје веома крхак. Спаљени метали се могу сећи само, а метали се могу поново спојити.
Контрола заваривања
Сада размислите врсте контроле заварени спојеви. Постоје следеће методе:
- спољни преглед;
- хемијска анализа;
- рендген или рендгенски пренос;
- металографска анализа;
- ултразвучна или магнетна детекција пукотина;
- механичка испитивања.

Постоји веома важно правило - за поуздану контролу, неопходно је очистити спој од шљаке, ваге и спатера за заваривање!