Абразивни материјал: карактеристике и методе употребе
Да би се произвео било који дио, у производњи постоји технолошки процес. Између многих других операција, она нужно садржи предмет за обраду абразивних материјала. Претходно чишћење или завршна обрада готових производа - све то раде различити типови брусних алата. У приватној пракси, ко није могао да ради са обичним шмирглом? На крају крајева, то је и абразив. Уопштено, тешко је назначити врсту активности, гдје год се она користи.

Абразивни материјал
Абразив (абрадо, абраси (лат.) - стругање) се односи на материјале који имају тврдоћу која надмашује друге врсте материјала (укључујући метале) и намењени су за обраду ових материјала како би се уклонили танки слојеви од њих: брушење, полирање, брушење као и сечење.
Ad
Брусни материјал има било коју чврстоћу у односу на мање издржљив материјал. Али за индустријске сврхе примењују се само одређене врсте абразивних материјала, укључујући:
- природно - силиконске стијене, дијаманти и гранат;
- синтетички абразивни материјали.
Брусни алати су направљени од чврстих материјала са сјајном абразивном способношћу. Његова разлика у односу на метал ножа је у томе што не постоји континуирана резна оштрица. Функција руба је комбинована структура зрна, где је свако зрно резач. У облику честица везаних везивом.
Означавајући број брусног алата одражава све што одређује његове перформансе, и то:
- зрнасти материјал, његова фракција;
- количина и састав везива;
- структура тела инструмента.
Трајност и способност обављања абразивне функције зависе од индикатора тврдоће, отпорности на топлоту и хемијске неактивности резних елемената у додиру са површином радних делова.
Тип челика је лошији од абразива у смислу тврдоће, тако да се само они могу користити за рад на високим брзинама резања без ризика од уништења.

Синтетика абразива и њихов опсег
Постоје бројни абразивни материјали, чија је употреба различита, у складу са њиховим својствима.
Нормални електрокорунд:
- 13А. Кругови који су створени за скидање, и гомила њих органски. Они мељу разне делове, углавном челик. Може се користити и једноставно зрно.
- 14А. Алати за конвенционалне операције брушења. Житарице су међусобно повезане и органске материје, и не.
- 15А. Алат у којем зрна држе керамику међу собом, као и бакелит. Могуће је брусити на великим брзинама, а са меким обложеним кожама вршити завршне радове.
Цирконијум Елецтроцорундум 38А:
- Бакелит у овом случају држи зрно. Алат је погодан када је потребно брусити металне слијепе пробе, а брзина обраде је висока.
Вхите елецтроцорундум:
- 23А. Овдје је сноп органски, погодно је обрадити челик с алатом. Постоје алати у облику шипки и сличних паста, као и једноставно растресито зрно, које се користи за завршну обраду.
- 24А. Материјали су израђени у облику кругова и шипки ради мљевења дијелова који су прошли процес очвршћавања. У структури могу бити прахови и житарице. Такође направите и кожу за завршне радове.
- 25А. Под овом марком, алат је произведен шипком иу облику кругова, а тијело се састоји од житарица и праха различитих величина. Можете направити завршну обраду челичних елемената, који су претходно очврсли, када вам је била потребна велика брзина обраде. Такође је дозвољено рад са челицима који се тешко обрађују.
Цхромотитаниум елецтроцорундум 91А, 92А:
- Овај алат је добар за брушење и љуштење метала, па чак и уклањање дебелог слоја из њих. Зрна у таквим алатима су фиксирана керамиком и бакелитом. Није битно који тип метала је каљен или без каљења.
Ознаке монокорунди:
- 43А. Може се рећи да се такав квалитетан алат добро носи када је потребно обрадити челик који се тешко меље. Такође су потребне легуре таквих метала. Направљен је од праха и фракције зрна. Керамика повезује ове материјале у облик.
- 44А, 45А. Коже које су направљене од ових врста абразива су мекане и добро полирају када је потребна завршна обрада и завршна обрада. У инсталацијама као што је брушење само зрно се може применити.
Сферокорунд 3Ц:
- Такав алат се може користити за меку обраду различитих делова чија је структура вискозна: гума, кожа, пластични производи.
Црни силицијум карбид:
- 53Ц. У овој врсти алата примјењују се све компоненте везива, а материјал за мљевење се користи у облику микроскопских зрна прашкастог праха и већих. Лијевано жељезо, обојени метали, као и ватростални волфрамови спојеви могу се добро обрадити. Фракција лабавог зрна ради са истим површинама, а абразивни папир је ефикасан у завршним и завршним радовима.
- 54Ц. Брушење у таквом алату - бази, и причвршћује свежањ било ког типа. Понављају се све врсте операција, као у претходном материјалу, али је само третман грубљи.
Зелени силицијум карбид:
- 62Ц. На бази праха за брушење направљен је овај алат. Можете обрадити стене од мермера и гранита, као и делове од алуминијума, бакра и ливеног гвожђа. По правилу, кожа ради при завршној обради и фином подешавању, користи се и лабаво зрно.
- 63Ц. Алат који квалитативно обрађује титан и титанотантал. У производњи таквог алата користи се брусилица, а база је другачија. Такође направите и кожу за завршну и завршну обраду.
- 64Ц. Ово је алатка за суптилнију обраду. Садржи микро прах, било коју групу. Добро обрађује гранит и мермер, као и празнине од алуминијума, гвожђа и бакра. Коже, житарице обављају исте операције као у претходном параграфу.
Царбиде борон КБ:
- Овај абразив у слободном облику може обављати било који посао у области брушења, завршних и завршних материјала од ливеног гвожђа и разних материјала. тврде легуре.
Елбор ЛП, ЛО:
- Алат високе прецизне обраде, јер користи брушене прахове који се држе заједно у било ком снопу. Сврха - рад са чврстим детаљима на црвено. Такодје таква алатка изоштрава резаче. Завршни радови се, по правилу, изводе са кожом и зрном, који нису фиксирани у форми.
Синтетички дијамант:
- АЦ2. Дијамантни алати за завршне радове са детаљима од чврстих челичних гредица. Органска материја се користи као везиво.
- АЦ4. Керамика као веза, као и органски материјали су применљиви у овом алату. Могуће је брусити тврде легуре, керамичке производе и гредице од крхких материјала.
- АЦ6. Алати од дијаманта. Они одржавају рад у крутим режимима повећаног оптерећења.
- АЦ15. Брусни абразивни материјали дизајнирани су за рад у тешким увјетима када је потребно обрадити камен или стакло. Зрна су причвршћена металом и могуће је извршити и брушење и резање.
- АЦ32. Алати за бушење и резање камена, где метал делује као сноп. Такође је погодно спроводити нацрт за хоновање.
- АЦ50. Овај алат се користи када је потребно бушити стијене високог ступња чврстоће, као и резати гранит, за прераду производа од керамике и кварцног стакла, корундових сита.
- АРБ1. Брусни алати овог типа раде при брушењу ливених гвожђа у операцијама грубљења, као и при резању фибергласа.
- АРК4. Такав алат се користи у грађевинској индустрији. Они изводе тешке камене операције, као и брушење.
- АПЦ3. Када су услови рада у грађевинској индустрији веома тешки, користе се дијамантски алати овог типа. Они су управљани и бушени брусни точкови.
Употреба природних сировина
Природни дијамант има највећа својства абразивних материјала. Означено:
- А1, А2, А3. Овај алат је јак када је метала. Можете радити са њима и са бетонским површинама, и са каменом, као и са керамиком и стаклом за техничке сврхе.
- А5. Абразиви округлог облика израђени су од дијамантских зрна ове марке, метал се користи као веза. Овај алат ради са керамиком и металом.
- А8. Алат за операције бушења и управљања. Такође обављају послове у грађевинској сфери.
Цорундум 92Е. Овај алат је добар за полирање, јер је направљен од микропрахова. Можете их обрадити металним и стакленим производима.
Флинт 81Кр. Углавном су направили кожу да би се обрадили дрво, ебонит и површине коже.
Емери Наноси се у млинском камену за млинове и друге намјене када зрно није фиксирано.
Нар. Из ње се праве разне коже са абразивним премазом за дрво, као и пластични и кожни материјали. Можете радити са површинама наношењем само зрна.

Врсте абразивних алата
Абразивни алати се називају абразивни материјали, израђени у одређеном облику и који имају монтажну осовину или отвор за уградњу на посебну опрему која покреће радни дио. Фабрика абразивних материјала производи следеће врсте алата:
Ad
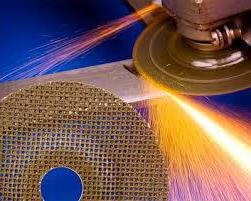
- Котач за сечење је флексибилан абразивни материјал који се користи за сечење бланка.
- Гриндинг вхеел. Разне операције брушења, од грубог до завршног.
- Брушење шипки за преклапање, завршне радове, као и брушење и суперфинисх.
- Абразивни појасеви за обраду великих површина.
- Сандпапер.
- Полирна паста.
- Слободно зрно за пјескарење и сличне инсталације.
- Тумблинг тијела.

Карактеристике алата за брушење
Абразивни материјал који је дробљен назива се материјал за брушење. Има следеће карактеристике:
- Фацтион Под њом се подразумева спој у маси абразивних зрна, чије димензије не прелазе одређене границе. Главни - ово је делић која надмашује остатак у количини зрна, специфичној тежини или запремини.
- Грит Одражава водећи састав зрна абразива који је својствен одређеном брусном алату. Величина зрна одређује категорију материјала за брушење: фини микро-брушени прах, микро-брушени прах за брушење, прах за мљевење, мљевење зрна.
- Индекс уједначености грануларне композиције. Карактерише алат према његовој издржљивости и квалитетима сечења, а такође утиче на храпавост површине која се добија након обраде.
- Тврдоћа абразивни алат. Показује колико су чврсто везана зрна резања. То јест, тврдоћа директно зависи од запремине везе и својстава везивног средства. Повећање лигамента у алату повећава тврдоћу. У исто вријеме, удаљеност од зрна до зрна остаје непромијењена, само постотни омјер зрака и лигамента се мијења.
- Структура која показује однос запремине абразивних зрна, ваздушних пора и везива. Постоји отворена, средња и густа структура. Што је структура чвршћа, то је ближа удаљеност између зрна у абразивном алату. Алати који имају структуру отвореног типа имају својство бољег уклањања чипова и мањег загревања. Стога је препоручљиво користити их за рад са вискозним металима, као и са металима који су склони сагоревању или стварању пукотина у структури.
Када су зупчасти алати мање чврсто причвршћени, трошење алата има природу зрна. У исто време, абразивни алат има квалитет самооштрења. Ако је, напротив, зрно крхкије, а сноп добро причвршћен, онда се зрно мрви или брише. Тада се развијене површине појављују на површини абразивног алата.
Степен тврдоће абразива
По тврдоћи се разликују:
- М - меки материјали;
- СМ - средње тврда;
- Ц - средњи;
- СТ - средње тврда;
- Т - чврста материја;
- БТ - веома тешко;
- ТХУ - изузетно тешко.
Грануларити
Гритни абразивни материјали имају различите групе, према којима се производи специјални алат. Групе песка су следеће:
Прашкови за брушење и брушење зрна
- 200 - 125. Примењује се на алат за ручно скидање. Исто тако за уклањање откивака, одливака, скидање заварених шавова, брушење брусних плоча.
- 100 - 50. Оваква фракција прашкастог абразива се користи у круговима, чији фронтални део обављају равна брушења или преднапрезање алата, као и рад са ливеним гвожђем, челичним деловима, вискозним материјалима, обављањем сечења.
- 40 - 20. Зрно је дозвољено у прелиминарним и завршним радовима са челиком или ливеним гвожђем, чиме се добија следећа храпавост од 2.500 ... 0,630 микрона. Можете изоштрити алат за резање.
- №16. Завршни радови са храпавошћу од 2.500 ... 0.320 микрона, брушењем и оштрењем профила малог алата за резање.
- Бр. 12 - 6. Брусни профил са храпавошћу 0,630 ... 0,160 микрона, финим подешавањем и завршним радом на оштреном резном алату, почетним фазама брушења, брушењем великог корака.
- Бр. 5, 4. Користи се углавном при раду са ломљивим материјалима, као и за чишћење навоја, чији је нагиб мали, и даје храпавост од 0,030 ... 0,160 микрона, ако се врши брушење или завршна обрада.
Прашкови за фино брушење и микро-брушење прах М63, М50, М40, М28, М20, М14, М10, М7, М5
- Суперфинисхинг брушење, финално брушење и завршна обрада до храпавости од 0.160 микрона и мање.

Снопови абразивних материјала
Квалитетна обрада абразивних материјала одређена је својствима грозда. Утиче на параметре снаге, тврдоће. Од тога зависе начини рада алата. У саставу лигамената постоје супстанце органске природе и неорганске. У прву категорију спадају вулканити, бакелити, као и снопови на поливинилформалним, глифталним и епоксидним компонентама. Ово последње укључује силикатне и магнезијске лигаменте, такође керамику, за дијаманте - метал.
Ad
Веза је керамика, ватростална, водоотпорна и хемијски неактивна. Абразивни материјал идеално држи профил ивице радне површине, али ударна оптерећења и савијање доводе до уништења алата. Керамички лигамент се стврдњава и топи.
Бакелитни сноп је отпорнији и отпорнији на савијање и ударце него керамички. Конфигурација алата са употребом бакелита је различита, и широк распон величина таквих брусних алата. Постоје врло танки резни точкови до 0,50 мм. Слаба тачка бакелитног лигамента је уништавање алкалија, које могу бити присутне у течности за хлађење. Такође, није отпоран на топлоту, чува абразив зрна и облик радне ивице гори од керамике.
Ad
Компоненте везивања магнезијума и силиката нису широко коришћене, јер су крхке и не толеришу хлађење. Они емитују мало топлоте када обављају операције брушења, то је њихов плус.
Вулканит сноп садржи сумпор и гуму, који се подвргавају посебној топлинској обради. Еластична је и примјењива при раду с обликованим површинама иу профилном облику брушења. Алат на таквом снопу има густу структуру и због тога се лако загрева током обраде. Као резултат тога, као и ниска отпорност гуме на топлоту, зрно у алату пада и абразив добија својство финије зрнате структуре, што је погодно за обраду делова у завршној фази.
Абразивни отпад
При томе се абразивни материјали и алати истроше и, уз одређени степен хабања, више нису у стању да обављају главни задатак. Они захтевају одлагање, где се врши подела на елементе који се могу даље користити као материјали који се могу рециклирати.
Ad
Абразивни материјал се одлаже на следећи начин: дробљење и дробљење материјала, одвајање добијене масе магнетном методом, термичка обрада одвојеног остатка са температурама до 180 степени, електростатичко раздвајање са јакост електричног поља до 8 кВ / цм.
Закључак
Да би се ојачали савремени абразивни точкови (флексибилни абразивни материјал), арматура од стаклопластике је постала широко распрострањена. Ово важи за производњу резних точкова који раде на великим брзинама и имају повећане захтеве за безбедношћу употребе.