Координатна мерна машина: опис, спецификације, примена
Машинско-грађевинска предузећа све више интегрирају високопрецизну мјерну опрему у производне процесе. На пример, преко контроле линије за формирање слијепе пробе, могуће је добити делове са оптималним геометријским параметрима са тачношћу од 0,1-0,2 μм. Посебно је важна израда таквих елемената у авијацији и изградњи простора, гдје је потребна употреба сложених компоненти прецизности. Могућност коришћења таквих метода у индустрији такође није искључена. тешка индустрија задовољавању потреба широке публике масовног потрошача. У таквим фабрикама и фабрикама користи се координатна машина за мерење (ЦММ), која омогућава контролу процеса производње и обраде празних, пробушених, клипних елемената, потрошних делова итд.
Принцип рада опреме

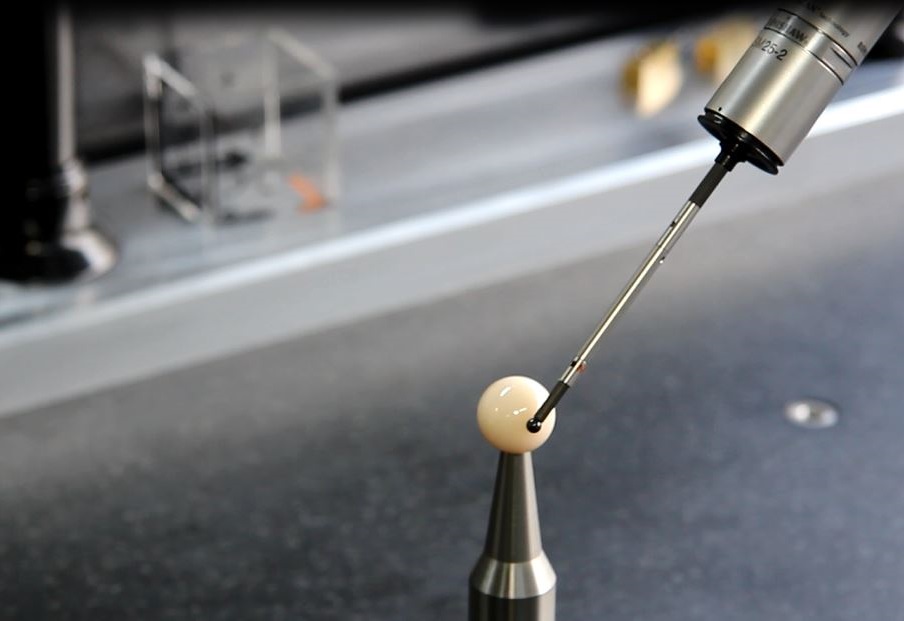
Цео процес се може поделити у две фазе. Прво се формира координатни модел или шема у којој се расподјељују контролне точке. Број фиксних равнина може варирати у зависности од врсте опреме. Најједноставнији модели скенирају објекат у систему који је изграђен на Кс, И, З оси у односу на базну тачку. Технолошка 6-осна координатна мерна машина је изграђена на принципу паралелне кинематике. То значи да оператер добија динамички модел у облику скраћене пирамиде, у којој се налази 6 мјерача на покретном колицима.
Друга фаза укључује директно очитавање информација о геометријским параметрима објекта који се истражује. Да бисте то урадили, користите сонде или сензоре који скенирају циљни део. Постоје контактни и бесконтактни типови сонди - прво, интеракција са радном површином, а друга на принципу таласног зрачења. Типичне координатне мерне машине у машинству обично раде на пиезоелектричним сензорима, који се могу допунити механичко-електричним контакторима. Ово је традиционална опрема за скенирање, чији недостаци укључују велику грешку због разлике у сили додира сонди. И овде се вреди позвати на постојеће методе контроле које се редовно побољшавају.
Методе контроле
У системима прве генерације коришћен је шаблон-шаблонски метод бројања геометријских података, али данас предузећа прелазе на плателесс. Основна разлика између ових метода лежи у напуштању физичких образаца и облика, кроз које је вршена контрола. Нови ЦММ модули користе електронски модел који обезбеђује тродимензионалну “слику” на основу математичких прорачуна. Која је корист од такве координатне мерне машине? Прије свега, унификација комплекса података који се могу користити за друге израчуне. Прикупљене информације уносе се у базу података и аутоматски просљеђују другим контролним подручјима која су укључена у проучавање сусједних дијелова. Као резултат тога, и процес производње и техника високопрецизне монтаже делова су оптимизовани. Истовремено, сегмент неплазматских метода има своје технолошке гране. Потребно је разликовати холографске, оптичке и фотограметријске методе контроле. Највише обећава ласерска метода скенирања објекта.
Карактеристике ласерске контроле
У ствари, дигитални метод, који се разликује по својој флексибилности у формирању модела са подршком различитих типова мерења - на пример, угаони и линеарни. Током процеса скенирања, ласерски зрак се формира помоћу ефекта дифракције. Таква контрола се чешће користи у производњи дршки, преносних елемената, шасије, итд. Уз помоћ фотодетекторског уређаја остварује се и непаралелно испитивање параметара производа. У овом случају, ласерска координатна машина за мерење вам омогућава да одредите величину рупа, дефекте померања, вибрације и друге карактеристике. У будућности, на основу резултата дијагнозе, инжењер одлучује о балансирању или делимичном механичком фино подешавању јединице. За мерење оптерећења помоћу ласерске ауторефлекције. Ова технологија хвата индикаторе помака под статичким оптерећењем на циљној површини мењача и осовина техничких средстава.
ЦИМ спецификације

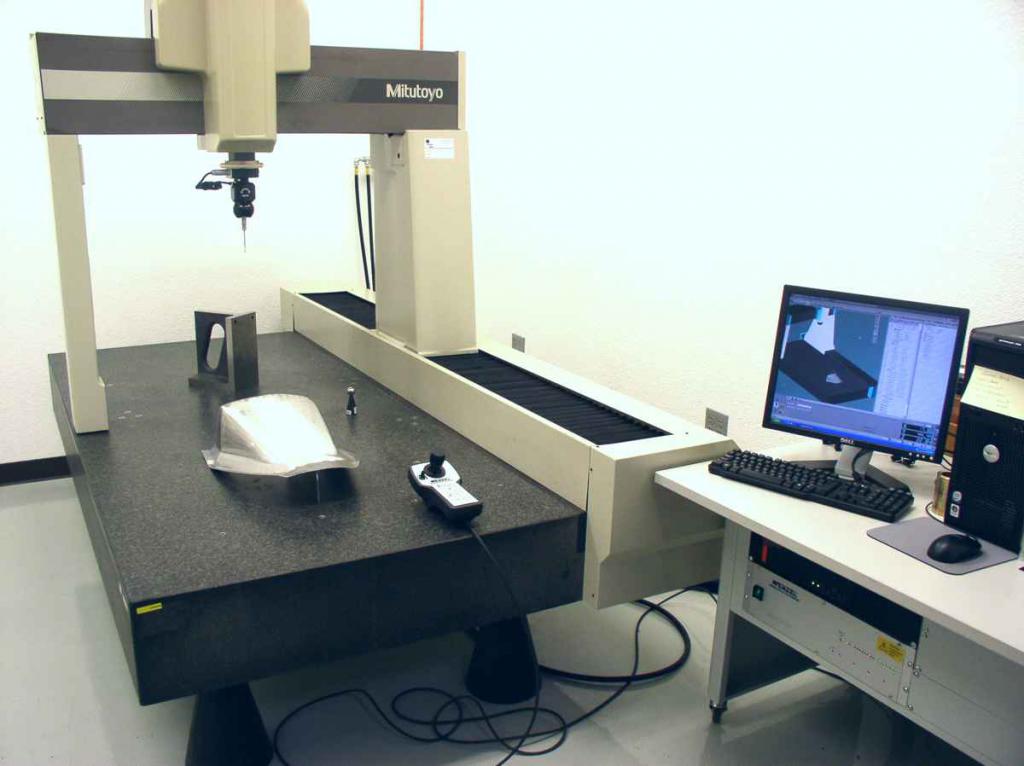
Такве машине по величини и дизајну подсећају на индустријске процесне јединице, али се главне карактеристике перформанси огледају у прецизнијим мерним и контролним јединицама и техничким подацима. Они укључују следеће параметре модела модела:
- Грешка мерења - опсег од 0.1 до 0.1 мм.
- Померање сонди дуж осе - 700-1000 мм. Штавише, у једној инсталацији, карактер кретања дуж различитих осе може се разликовати.
- Максимална дозвољена тежина за радни комад је индустријска мерна машина за координате која може да сервисира делове масе до 1000 кг.
- Снага - у просеку 1500 вати.
- Напон - 380 В са толеранцијом осцилација до 10%.
- Радне температуре су 10-35 ° Ц.
Класификација машина према методи контроле

Модели који користе модерно методе мерења углавном се контролишу путем удаљених панела. Проводи се принцип програмске контроле на којем се рад гради. мерни инструменти базирано на ЦНЦ (нумеричко програмирање). Главни део контролних и мерних система данас ради на комбинованим шемама. Ово укључује комбинацију механичке и електронске контроле са елементима аутоматизације. Напредна опрема и обезбеђује хрпу истих сонди са паралелном оперативном производном опремом, која производи повезане делове.
Коришћена и традиционална конфигурација ручног управљања. У овом случају, оператер координатне мерне машине налази се директно на контролној линији и комуницира са опремом преко посебног џојстика. Овај модел се користи у плазово-шаблонским агрегатима и постепено постаје ствар прошлости.
Конструкцијска класификација

У зависности од услова рада и задатака обраде могу се користити хоризонтални, вертикални и мостови типова ЦММ-ова. У првој реализацији, обезбеђена је висока тачност због крутости конструкције. Оператор у овом случају добија могућност директног приступа унутрашњој структури циљног објекта. У пракси се хоризонталне инсталације често користе за одржавање малих делова. Вертикалне координатне мерне машине сматрају се најпрецизнијим, тако да се користе у одговорним метролошким студијама. Међутим, за употребу такве опреме биће потребна контрола температуре у продавници, као и високи трошкови одржавања система. Што се тиче мостова, захваљујући опреми отпорној на хабање, они омогућавају рад са производима великог формата.
Мобилни и стационарни ЦММ

Углавном се користе стационарне машине на транспортним линијама, фокусиране на специфичне задатке одржавања обрадака са одређеним параметрима. Међутим, приликом обраде јединствених великих размака може бити потребна инспекција на лицу мјеста. У овом случају ће бити потребна преносна координатна машина за мерење, опремљена са вишеосним контролним телима. Неколико функционалних рукава с осјетљивим сензорима анализира објект на даљину, шаљући податке на рачунало или други уређај за обраду информација.
КИМ апликација
Контролни и мерни системи у различитим изведбама су потребни у машиноградњи, ваздухопловству, металуршким и другим предузећима. У малим фабрикама и радионицама, на пример, компактне ручне јединице се често користе. Тачна контрола у овом случају омогућава производњу ексклузивних малих делова са правилном геометријом. У сложеним технолошким процесима, употреба координатних мерних машина оправдава се као начин комбиновања неколико фаза производње. На пример, контролни чвор може деловати као центар за прикупљање информација о свим деловима и детаљима структуре или завршеног техничког алата, што смањује ризик од грешака.
Закључак
Увођење КИМ-а у производни процес је одавно показатељ савременог приступа активностима предузећа. Одбацивање застарелих приступа контроли елемената и прибора уз употребу шаблона повећава квалитет израде и технолошку ефикасност радног подручја. Истовремено, нова генерација мерни инструменти да контролише геометријске параметре који се редовно побољшавају у различитим аспектима. Тако се напредни правац развоја може назвати безконтактним ласерским скенерима, који се одликују лакоћом употребе и великом прецизношћу анализе. Једини недостатак прогресивних система овог типа су високи трошкови и високи трошкови одржавања. У овој фази, ласерски модели координатних мерних система доступни су само великим индустријским комплексима, као и истраживачким центрима.