Форстнерова бушилица: сврха, дизајн, карактеристике
Бењамин Форстнер је патентирао своју цилиндричну бушилицу за прераду дрвета 1874. године. Од тада су се појавиле многе варијанте таквог алата. Неки узорци само нејасно подсјећају на Форстнерову бушилицу, али сви раде по његовом принципу. Користе се три врсте резне површине: централни врх одређује правац, оквир реже контуру пречника отвора, упарене унутрашње ивице бирају дебљину материјала дуж равни, као што су ротационе фрезе. 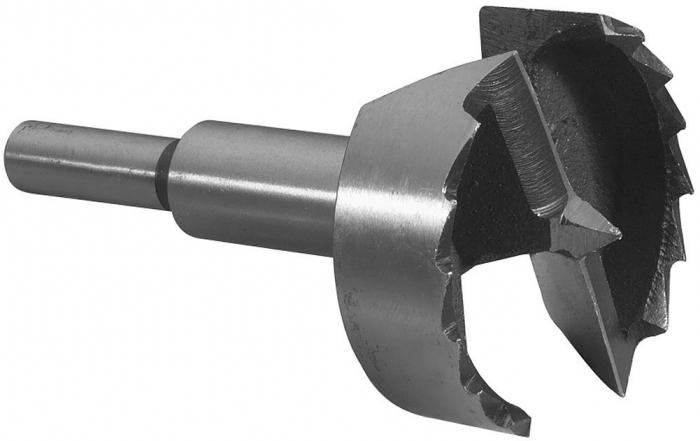
Сврха
Форстнерова бушилица је дизајнирана да направи слепе рупе равног дна у меком и тврдом дрву. Тренутно се користи и за рад са МДФ, иверицом, влакнима и њиховим модификацијама.
Глуви жљебови са равним дном најчешће се буше за монтажу разних елемената за намештај. (шарке на вратима, браве, ексцентричне и навојне спојнице). У производњи се материјал чува, користи се минимална дозвољена дебљина, а не проводе се рупе за намјештај.
Потребна је довољна дубина рупе за уградњу прибора и глатке и уредне ивице. Форстнерова бушилица у дрву формира савршени жлеб са равним дном. У исто време, само 1–2 мм може да остане пре него што се бушилица угаси. Конвенционалне бушилице, које имају оштрење на конусу, не могу да обезбеде раван, а перо и крунице - чистоћу и тачност бочних површина.
Изградња
Радни део има две главне ивице сечења и кратак врх за центрирање. Бушилица на профилу подсећа на букову З са заокруживањем горњег и доњег дела (огледало слова С). На скакачу је елективна оштрица, а око обода - резање, које, након формирања рупе, служи и као чеп, држећи алат у радном пречнику.
Чипови се бацају према горе, што елиминише заглављивање бушилице. Резови на кругу су направљени за оштрење на машински начин. Изборна ивица се може исправити ручно. Да бисте то урадили, користите датотеку са малим усјеком или дијамантским премазом. 
Материјал се углавном користи челик велике брзине. Добро одржава умерено загревање радне зоне. Неки произвођачи алата додатно праве титанијумску или карбидну лемљење. Често се зуби режу на радним ивицама. То смањује прегревање и повећава брзину бушења са благим губитком чистоће третиране површине.
Можете радити са бушилицом са стандардном стезном главом. На пример, Форстнерова бушилица од 15–26 мм има дршку од 8 мм, и алат са великим (28–60 мм) пречником радне површине - 10 мм.
Радне праксе
За тачну локацију сејалице на почетку рада користи се врх за центрирање. Он се поставља на жељену тачку и утискује у материјал све док се равномерно не додирне кружну раван. На малим брзинама започните бушење. Бушилице су дизајниране за радне брзине у распону од 800–1800 обртаја у минути.
Што је већи пречник радне површине, то је бржа брзина резања. Овај режим се мора поштовати да би се избегло прегревање радних ивица. Код већих брзина постоји велика вероватноћа прекида бушења.
Ради сигурности и практичности рада, као иу случајевима са важним детаљима, погодно је користити Форстнер бушилицу са заустављањем. Он ће зауставити алат на време и обезбедити потребну дубину рупе.
Ако је неопходно избушити рупу у танком материјалу, када постоји опасност да се центрира врх, могу се користити два Форстнер-ова сведра истог пречника. Почните да радите са уобичајеним алатом, они формирају почетни пречник. 
На другој бушилици брусите врх за центрирање. Заврши прекид већ за њих. Бушилица се држи у рупи од квара на бочним равнинама и не постоји опасност од изласка. Можете оставити минимални дозвољени зид.
Виртуес
Форстнерова бушилица (фотографија изнад) има две важне предности у поређењу са другим структурама: чистоћа површина које се обрађују и чињеница да добро држи одређени правац. То је могуће чак и код преклопних рупа, или када се њихови промјери протежу преко рубова обратка.
Квалитет резања бочних зидова постиже се резањем влакана око обода чак и прије него што их главна оштрица додирне. На тај начин се избегава сечење и бодовање материјала изван пречника који се обрађује.
Друга предност се даје чињеници да се смер не држи за тачку центрирања, већ за бочну прстенасту резну ивицу и целу цилиндричну раван радне површине. Након почетка узорковања материјала бушилица се чврсто држи у обликованом отвору. 
Модификације
Тренутно, Форстнерова бушилица за дрво производи се у многим фирмама. Неки се фокусирају на висококвалитетне материјале и традиционалне конфигурације, други покушавају да побољшају алат за различите услове. Тако да је постојала бушилица, прилагођена за оштрење машине. Он има обод иза централних секутића који има већи рез.
Ова бушилица губи део површине за сечење по ободу, што је испуњено повећаним вибрацијама током рада и могућим кваровима. С друге стране, овај дизајн значајно смањује трошкове алата.
На унутрашњим ивицама сечива налази се Форстнерова бушилица са уметцима од карбида. У другим нацртима, бочни кругови имају зубе, попут пиле. Чистоћа бочних површина у материјалу који се обрађује када се користи такав алат је нижа у класи, али се бушилица не прегрева и обезбеђује високу брзину бушења. 
Прице
Одабир Форстнерове бушилице је обично вођен односом квалитета и трошкова. Има смисла одредити у коју сврху се купује: за професионалне потребе за производњом или за домаћинство. За честу или сталну употребу препоручљиво је изабрати квалитетне вежбе познатих и добро познатих фирми. Њихови производи ће вероватно коштати много скупље, али постоји гаранција да ће алатка трајати дуго и да ће задовољити наведене спецификације.
С друге стране, ако постоји потреба да се користе бушилице различитих пречника, онда ће њихов укупни трошак бити прилично висок. Можда би у овом случају било боље купити приступачан сет, али укључујући и широк спектар величина или модификација.
Обратите пажњу на стање површина резања. Понекад непрозирно паковање бушилице не дозвољава да се провери одсуство загонетки, оштрица или струготине на његовим ивицама. Боље је не куповати такве производе. Ручно исправљање озбиљних недостатака без промене профила и геометрије резних ивица може бити веома тешко.