Ручно електролучно заваривање: технологија, ГОСТ
Код израде металних конструкција широко се користи ручно електролучно заваривање. 
То је процес стварања сталног споја топљењем метала. електрични лук.
Суштина процеса заваривања
Заваривање се састоји у стварању лука између обложене заштитне електроде и завареног базена. Паљење се врши брзим додиром и вођењем мале удаљености од површине металне шипке. Од топлоте лука који се појављује, топи се и формира велд сеам. Заједно са електродом, њена облога се топи, стварајући заштиту од гаса и шљаке, која штити метал од оксидације. Након сваке фазе заваривања, премаз шљаке се уклања са површине шава.
Ограничена дужина електроде узрокује прекид процеса заваривања, јер се стално мора замијенити новим. Прекиди у раду узрокују дефекте у завару.
Произвођач електрода указује на препоручене границе за промену величине потребне струје, у зависности од својстава премаза, дебљине шипке и положаја за заваривање.
Када се језгро загреје, пресвлачи се и превлака, стварајући струју гаса која се усмерава у варовални базен. Као резултат, капљице растопљеног метала се преносе на њега. Кретање гаса је толико интензивно да помера метал од дна према горе када се заварује у положају изнад главе.
Тип и дебљина заварених делова
Ручно електролучно заваривање је примјењиво на нелегирани и легирани челик дебљине до 50 мм у производњи појединачних или малих производа. Танки метали (мање од 1,5 мм) се брзо растапају и "колабирају" док се не појави вара. Потребни су посебни алати.
Снага споја за заваривање метала опада са повећањем садржаја угљеника.
Погодно је користити ручно заваривање за производе дебљине 3-20 мм. Изузетак су појединачни слојеви сложене конфигурације.
Карактеристике електрода
За електроде су одабрани специјални материјали шипке и слој за облагање који садржи шљаку, стабилизаторе и друге супстанце. 
Задаци покривености су следећи.
- Производња шљаке, која обавија вара и капљице растопљеног метала, штите их од оксидације ваздуха кисеоником и утицаја водене паре.
- Формирање заштитног гаса настало током сагоревања органске компоненте превлаке.
- Извршити деоксидацију метала шава. Поред тога, у премазу се могу додати и адитиви за легирање, прелазећи од шљаке до металних капљица.
Електроде за ручно електролучно заваривање су одређене врсте, које одговарају наведеним механичким карактеристикама метала шава. Слово Е са бројем у ознаци његовог типа указује на величину привременог отпора (кг / мм 2 ). Присуство слова А карактерише висока пластичност и жилавост.
Положај заваривања у простору
Заваривање је дозвољено у свим позицијама, али је најпогодније ниже, што не захтева високу квалификацију извођача. Овде се могу користити електроде великог пречника, а струја може бити висока, што омогућава да процес буде продуктивнији. У стропу и вертикалном положају шава, металне капи се држе само површинском напетошћу. Величина вара је смањена и потребан је мањи пречник електроде.
Услови рада за заваривач
Процес електричног заваривања може се извести у различитим условима: у затвореном простору, на отвореном, на објектима, цевоводима и другим објектима. Не захтева снабдевање водом, гасом и употребљеним материјалима, само су потребне електроде. За рад је потребан извор напајања. Каблови се могу уклонити из њега на дугој удаљености. Истовремено, губици енергије за њихово гријање се повећавају. У удаљеним локацијама могу се користити електрични генератори погоњени бензинским или дизел моторима.
Снег, киша и вјетар су сметње и од њих се тражи заштита радног простора.
Тип струје заваривања
Ручно електролучно заваривање се врши на наизменичном или директна струја. За то се користе специјалне електроде, али оне могу бити универзалне, дизајниране за оба типа струје.
Директна струја вам омогућава да створите стабилнији лук, а погодније је радити с њим. Растопљени метал има најбољи учинак влажења, а шав формира униформу. Стога је овај метод неопходан за заваривање ситних комада или танких листова.
Дефекти заварених спојева
За квалитет једињења у металу намећу се технички захтеви и успостављају стандарди. Ако постоје одступања од њих која доводе до смањења ефикасности конструкција и поузданости, појављују се дефекти. Из разлога појаве су подељени у две групе. Први су дефекти који настају у кристализацији метала, као и његово хлађење: пукотине, поре, инклузије шљаке, погоршање својстава метала на шавовима и близу њих. У другу групу спадају дефекти повезани са неправилном припремом и нарушавањем начина заваривања: подбацивање, недостатак пенетрације, приливи, опекотине, кратери, одступања шавова од израчунатих димензија.
Ручно електролучно заваривање: заварени спојеви
Да би се створила поуздана веза када дебљина метала није мања од 7 мм, потребно је припремити рубове слијепе пробе. Уз њихову помоћ, обезбеђена је потпуна пенетрација у празнине. 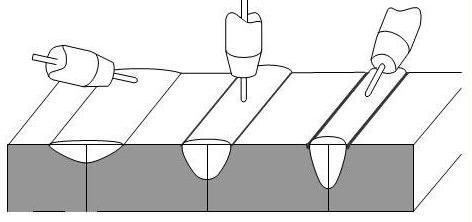
На танком металу се прави 1 или 2 завара, а код великих дебљина прво се пролази коријенски пролаз, а затим се шупљина пуни ваљцима за заваривање.
ГОСТ "Ручно електролучно заваривање" (5264-80) регулише начин сечења ивица делова, у зависности од одабраног типа везе. У облику се налазе ивице В, К, Кс-облика. Шав се може извести са једне или две стране. 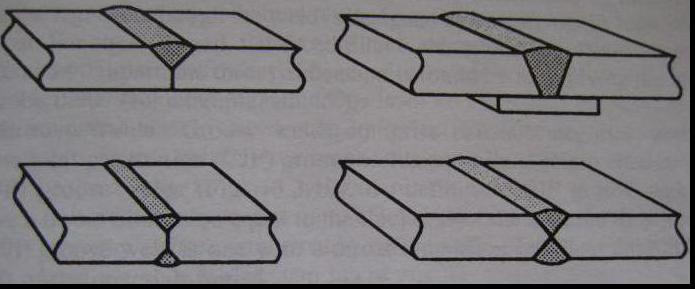
Руб се може сећи длијетом, али се квалитета постиже на најнижој разини. Глатке и чисте, добијају се на специјалним глодалицама или глодалицама. Ако то није могуће, користите резање кисеоником.
Посебна пажња се посвећује чишћењу ивица од рђе, каменца и других загађивача. Ово се ради са челичном четком. Да би се олакшало коришћење предгревања простора пламена гасног горионика.
Врсте заварених спојева одређују се међусобним распоредом делова и могу бити:
- бутт јоинт
- преклапање;
- тавровое;
- ангулар.
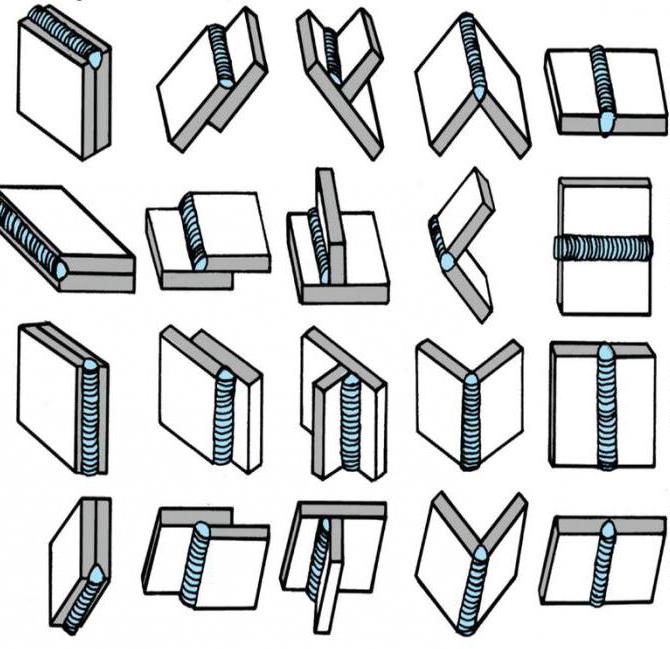
ГОСТ "Ручно електролучно заваривање. Заварени спојеви" (5264-80) разликују типове заварених спојева по положају у простору.
- Нижа - најлакша и најпоузданија. Детаљи се налазе испод електроде. Важно је да се производ не истопи.
- Хоризонтално - део се налази под углом 0-60 0 , а заваривање се врши у хоризонталном смеру.
- "У чамцу" - уградња дела нагињања и заваривања у углу.
- Вертикално - шав је направљен према горе. Рад је компликован због отицања метала.
- Плафон - шав се налази на врху. Заваривање се изводи кратким импулсима при малој струји.
Шавови на готовим производима се провјеравају у складу са захтјевима ГОСТ-а. Ручно електролучно заваривање не би требало да доведе до стварања дефеката, а геометријске и механичке карактеристике спојева морају бити одржаване у прописаним границама.
Опрема за заваривање
Опрема за ручно електролучно заваривање је првенствено посебан апарат, који може бити:
- трансформатор;
- трансформатор са исправљачем;
- инвертер.

Посебну популарност добили су заваривачки инвертори. Функције присиљавања лука и анти-љепљења омогућују вам да правите релативно квалитетне шавове чак и за почетнике. Високи трошкови не заустављају купце, због високих техничких карактеристика и веће поузданости.
На тржишту можете купити професионалне уређаје високих перформанси и за кућну употребу, када нема потребе за континуираним радом.
Технологија ручног заваривања
За ручно заваривање, прво се пали додиром или ударцем. Затим се електрода повлачи на малу удаљеност тако да се лук стално пали. Технологија ручног електролучног заваривања састоји се у премјештању штапа у три равнине:
- прилаз и уклањање електроде са површине обрадка осцилаторним покретима;
- кретање у правцу формирања шава;
- формирање металне ролне помицањем електроде преко осовине заваривања.
Ручно електролучно заваривање
За цијеви се користе конвенционални спојеви и спојеви. Морају бити у складу са ГОСТ-ом "Ручно електролучно заваривање. Заварени спојеви" (5264-80). Спојеви цеви подлежу посебним захтевима, тако да су херметички затворени и издржавају прописани притисак пумпе.  Стога, они покушавају заварити цијеви у доњем положају, а производ се периодично окреће. Њихова припрема је да се створе окомити крајеви са тупом од -2,5 мм и косим ивицама под углом од 60-70 °.
Стога, они покушавају заварити цијеви у доњем положају, а производ се периодично окреће. Њихова припрема је да се створе окомити крајеви са тупом од -2,5 мм и косим ивицама под углом од 60-70 °.
Заваривање се врши претежно у стражњем споју, те се у ту сврху прво спајају на 4 мјеста цијеви. Ако је пречник већи од 300 мм, растојање између делова заваривања је око 200 мм. Дужина лепљења је око 50 мм. Након тога обавите заваривање цијеви по цијелом опсегу.
Закључак
Мануал електролучно заваривање произведене за повезивање делова у мањој и појединачној производњи. Да би се добиле квалитетне везе, неопходно је имати одговарајући апарат и електроде, као и вјештине за припрему дијелова и извођење заваривања.