Шта је то токарилица?
Аутоматска токарилица може бити дизајнирана на ЦНЦ систему или на конвенционалном програмабилном контролеру. У овом случају, обрада се врши фиксним алатом, док се обрадак врши ротационим покретима. Тачност добијених контура постиже се резањем у близини тачака причвршћивања дела.
Опције обраде
Конвенционална машина за уздужно окретање има само попречни радни предмет за помицање алата. Комплексније машине опремљене су револверима са 6-12 држача. Поред тога, машине су опремљене аутоматским радњама, које могу имати 40, 60, 120 ћелија за складиштење балансираног алата. 
Аутоматска токарилица је опремљена са хватаљком за шипке за рад са дугим цилиндричним или шестерокутним шипкама. Ротација тела се може обрадити следећим врстама сечења:
- окретање (груба обрада, завршна обрада);
- резање навоја;
- тримминг;
- упуштање;
- бушење;
- рупице за понављање
Тешки цилиндрични делови су постављени на столовима од армиране конструкције, који су истовремено и Ц осе, а палете са празним деловима се померају аутоматским измјењивачем. Њихов број је ограничен околним простором око машине и величином самих столова.
Принципи обраде
Аутоматска токарилица је опремљена снажним ротирајућим чвором - вретеном. Може да делује као посебна ос и може да контролише позицију. Ова јединица често има интегрисани електрични мотор (европске машине) или екстерни, који је преко траке и мењача повезан са неколико корака. 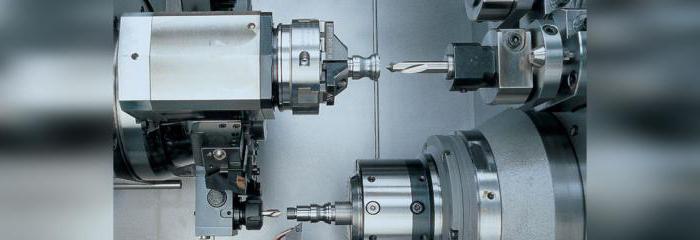
Токар може имати неколико контролисаних оси за позиционирање алата, премјештање готовог дијела на подручје истовара. Такође, машина је опремљена додатном ротационом осом, ако технологија захтева обраду другог краја дела. Вретено бројача се пресреће.
Економично решење је аутоматска струготина са једним вретеном са две осе за померање алата. Ово постаје довољно за већину типова обраде тијела револуције. Да би се прошириле могућности машине, опремљена је додатна вертикална оса, чешће је конструисана клизни лежајеви. То даје додатне степене слободе за извођење сложених рупа, утора и контура.
Врсте аутомобила
ЦНЦ аутоматска токарилица може бити опремљена било којим бројем контролисаних осовина. Што је новија, инсталација је скупља. Степен аутоматизације машине директно утиче на брзину обраде и квалитет производа. Електроника машине има стандардне интерфејсе преко којих се информације размењују са додатном опремом.

Додатне компоненте потребне за обраду метала:
- уређаји за брушење;
- станице за етикетирање;
- транспортни уређаји: транспортери, роботи.
Стругови се називају хоризонтални или вертикални, зависно од локације осовине вретена. Прва врста опреме се користи у тешким машинама, где празнине имају значајну тежину и величину. Друга верзија производње машина се препоручује за једноставне и дуге делове.
Произвођачи металних производа преферирају универзалне (чешће европске) алатне стројеве, који се по жељи могу модернизирати (прилагођени промјенама у производњи). Ако је потребно окретање одређених параметара, препоручује се да се ослоните на азијско тржиште. Њени представници покушавају да поједноставе опрему што је више могуће у остваривању смањења трошкова. У исто време, квалитет пати, смањује се радни век покретних делова, искључује се могућност рада опреме у тешким условима.
Опције уређаја
Додатне карактеристике машина постављају произвођачи у процесу производње опреме. 
Опције укључују следеће чворове:
- Контролисана осовина вретена, сифон за готове дијелове.
- Цоунтер спиндле
- Додатну вертикалну осу клизача додаје потпуна замена чељусти. Препоручује се да се изаберу модели који у почетку имају ову опцију како би се у будућности избегле велике инвестиције, ако је потребно, прећи на производњу сложенијих делова.
Опције су често укључивање транспортера, носног система, система хлађења вретена и снажнијег притиска расхладног средства за зону резања.